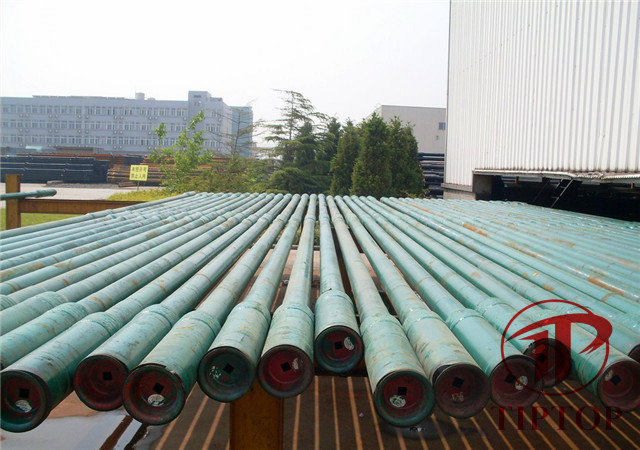
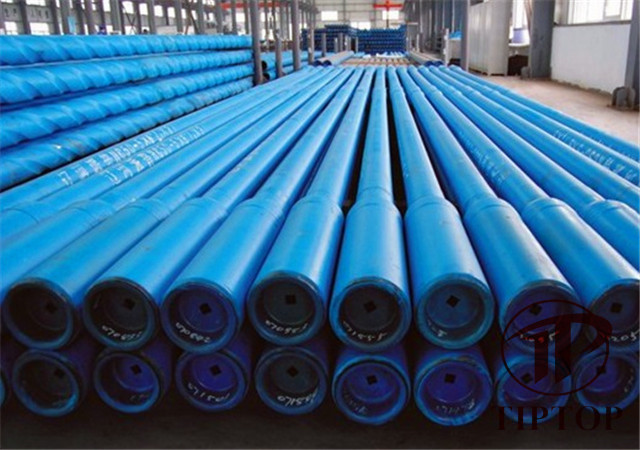
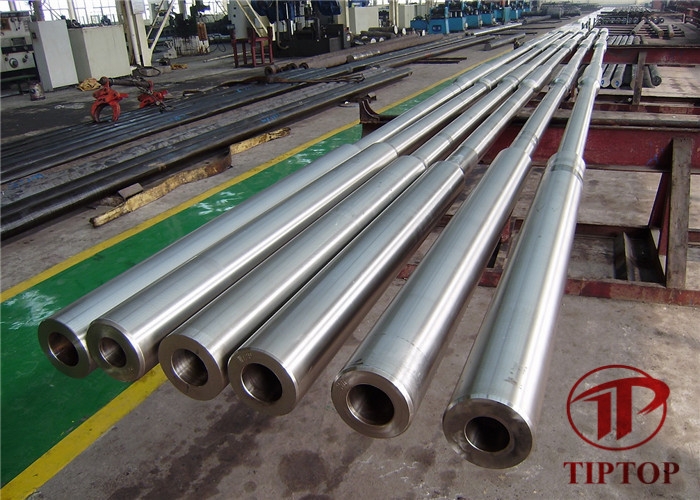
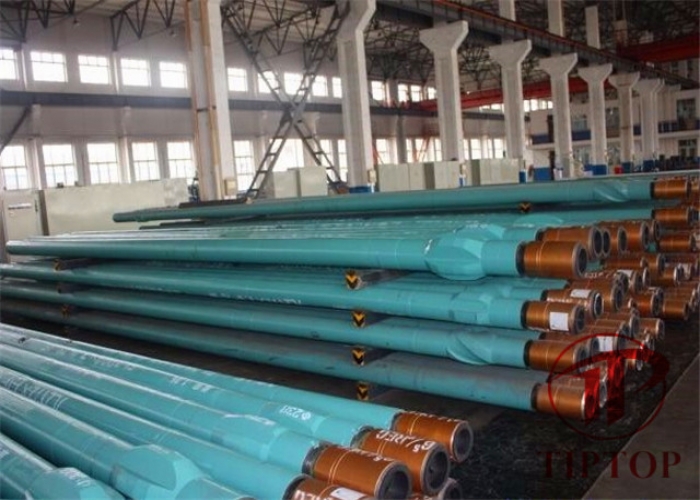
We offer both integral and welding heavy weight drill pipes. The integral HWDP is manufactured from one piece of AISI 4145H solid bar, fully heat treated, all physical properties conform to API Spec 7-1 latest edition. The welding HWDP is assembled by two pieces of tool joints and one piece of central pipe by inertial friction welding. The tools joints are manufactured from AISI4145H or 4137H alloy steel and the central pipe is manufactured from AISI 4130 alloy steel. The mechanical and chemical property of tools joints and central pipe are in conformity to API spec 7-1 latest edition.
Construction | Heavy Weight Drill Pipe Material | Yield Strength (ksi) | Ultimate Strength
(ksi) | Elongation
(%) | Reduction of area (%) | Hardness (Brinell HB) | Min. Avg Charpy (ft/lbs @+75°C) |
Welded | Tool Joint: AISI 4145H or 4137H Bar | ≥120 | ≥140 | 13 | 45 | 285-340 | 41 |
Pipe Body: AISI 4130 Tube | ≥65 | ≥95 | 18 | - | ≥277 | 24 |
Integral | AISI 4145H Bar | ≥120 | ≥140 | 13 | 45 | 285-340 | 41 |
Features:
· Reduced torque in high-rpm, deep drilling
· Less strip time as compared to handling a long string of drill collars
· Fewer tool-joint connection failures
· Easy in handling and transporting to and from locations
· Helpful for keep direction of directional well
Hardbanding
HWDP’s wear resistance hardbanding is standard on tool joints connections and central upset. Hardbanding is made by an automatic machine after preheating the pipe and is followed by stress relieving.
Standard Bands:
· One 4’’ wear band on both pin and box end, plus one 1’’ band on 18° shoulder of box.
· Two 3’’ wear bands on central upsets.
· The hardbanding is completely flush on both tool joints and 1/8’’ oversize on the central upset (fully flush on request)
The types of hardbanding include Iron-Matrix powder alloy, Tungsten Carbide Sparticle, Arnco 100XT, 300XT and TCS titanium.
Internal Plastic Coating
HWDP could be coated internally with DPC, TK34 or TC2000 as customer’s request, which are able to prevent corrosion and extend using time.
Initial Make up and Break out service
The factory Make-up and Break-out services, which is the most important factor affecting the life of the tool joint connections, is regarded as an important element to save rig handling time and greatly improve the efficiency on rig floor. The controlled make-up and break-in procedures are consistently applied to every tool joint and ensure the connections quality. Suitable dope and correct torque value are essential for the make-up and break-in procedures. Tiptop HWDP will supply perfect factory make-up and break-out services if order and inquiries.
HWDP specification
Nominal Size | Length (ft) | Tube | Tool Joint | Per foot lb | Per joint (31ft) kg | Make-torque (ft-lb) |
ID | WT | End Upsets (B) | Connection Size and Type | Tool Joint OD | Tool Joint ID |
2 7/8 | 31 | 1 1/2 | 0.688 | 2 15/16 | NC26 (2 3/8 IF) | 3 3/8 | 1 1/2 | 17.26 | 247 | 3800 |
3 1/2 | 31 | 2 1/16 | 0.719 | 3 7/8 | NC38 (3 1/2 IF) | 4 3/4 | 2 1/16 | 25.65 | 370 | 11500 |
3 1/2 | 31 | 2 1/4 | 0.625 | 3 7/8 | NC38 (3 1/2 IF) | 4 3/4 4 7/8 | 2 1/4 | 23.48 | 335 | 11500 |
4 | 31 | 2 9/16 | 0.719 | 4 3/16 | NC40 (4 FH) | 5 1/4 4 7/8 | 2 9/16 | 29.92 | 430 | 14600 |
4 1/2 | 31 | 2 3/4 | 0.875 | 4 11/16 | NC46 (4 IF) | 6 1/4 | 2 3/4 | 41.45 | 595 | 22500 |
5 | 31 | 3 | 1 | 5 1/8 | NC50 (4 1/2 IF) | 6 5/8 | 3 | 50.38 | 710 | 30000 |
5 1/2 | 31 | 3 1/4 | 1.125 | 5 11/16 | 5 1/2 FH | 7 1/4 | 3 1/4 | 61.63 | 890 | 41200 |
6 5/8 | 31 | 4 1/2 | 1.063 | 6 5/16 | 6 5/8 FH | 8 | 4 1/2 | 71.43 | 1030 | 50500 |
Spiral HWDP specification
<td width="76" valign="center" nowrap="" style
Nominal Size | Length (ft) | Tube | Tool Joint | Per foot lb | Per joint (31ft) kg | Make-torque (ft-lb) |
ID | WT | End Upsets (B) | Connection Size and Type | Tool Joint OD | Tool Joint ID |
2 7/8 | 31 | 1 1/2 | 0.688 | 2 15/16 | NC26 (2 3/8 IF) | 3 3/8 | 1 1/2 | 18.31 | 261 | 3800 |
3 1/2 | 31 | 2 1/16 | 0.719 | 3 7/8 | NC38 (3 1/2 IF) | 4 3/4 | 2 1/16 | 27.14 | 390 | 11500 |
3 1/2 | 31 | 2 1/4 | 0.625 | 3 7/8 | NC38 (3 1/2 IF) | 4 3/4 4 7/8 | 2 1/4 | 24.88 | 360 | 11500 |
4 | 31 | 2 9/16 | 0.719 | 4 3/16 | NC40 (4 FH) | 5 1/4 4 7/8 | 2 9/16 | 31.51 | 455 | 14600 |
4 1/2 | 31 | 2 3/4 | 0.875 | 4 11/16 | NC46 (4 IF) | 6 1/4 | 2 3/4 | 43.31 | 621 | 22500 |
5 | 31 | 3 | 1 | 5 1/8 | NC50 (4 1/2 IF) | 6 5/8 | 3 | 52.34 | <span style="font-family: 'Times New Roman&# |